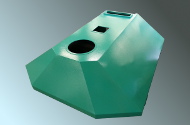
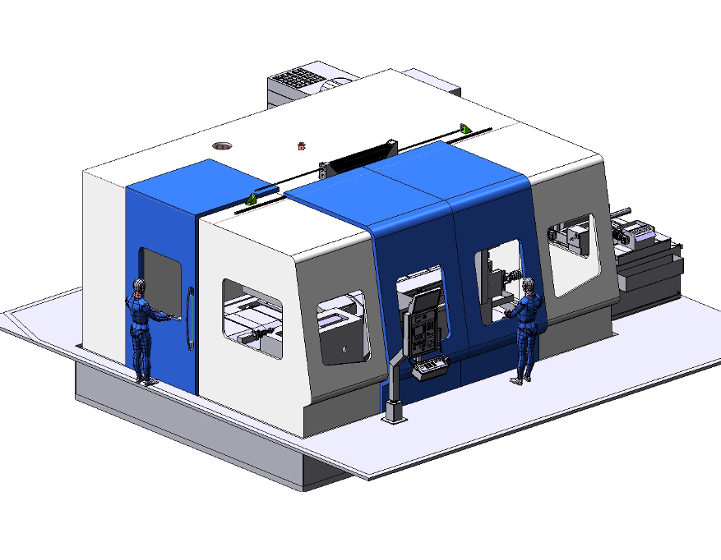
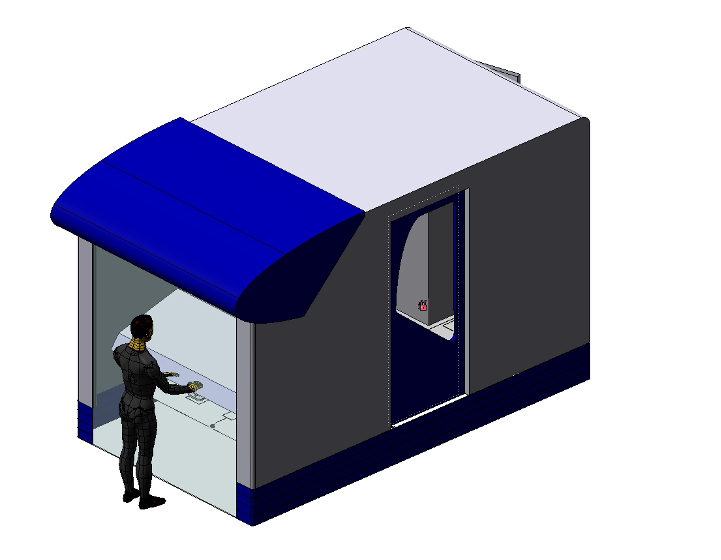
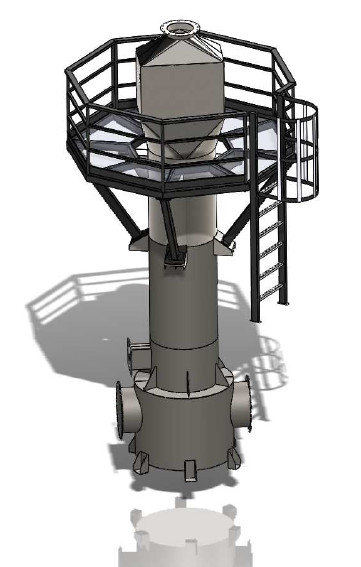
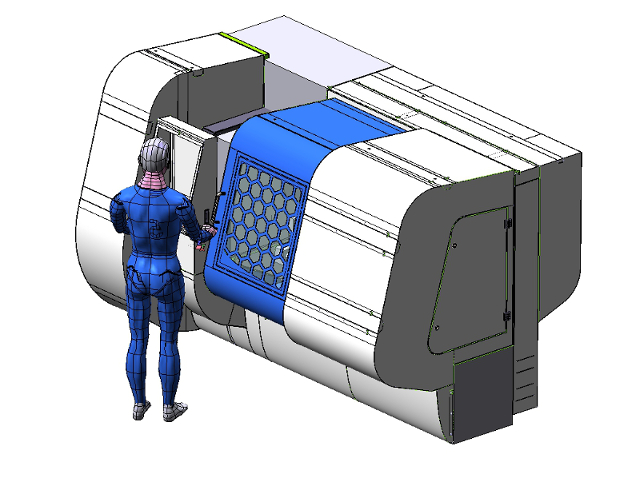
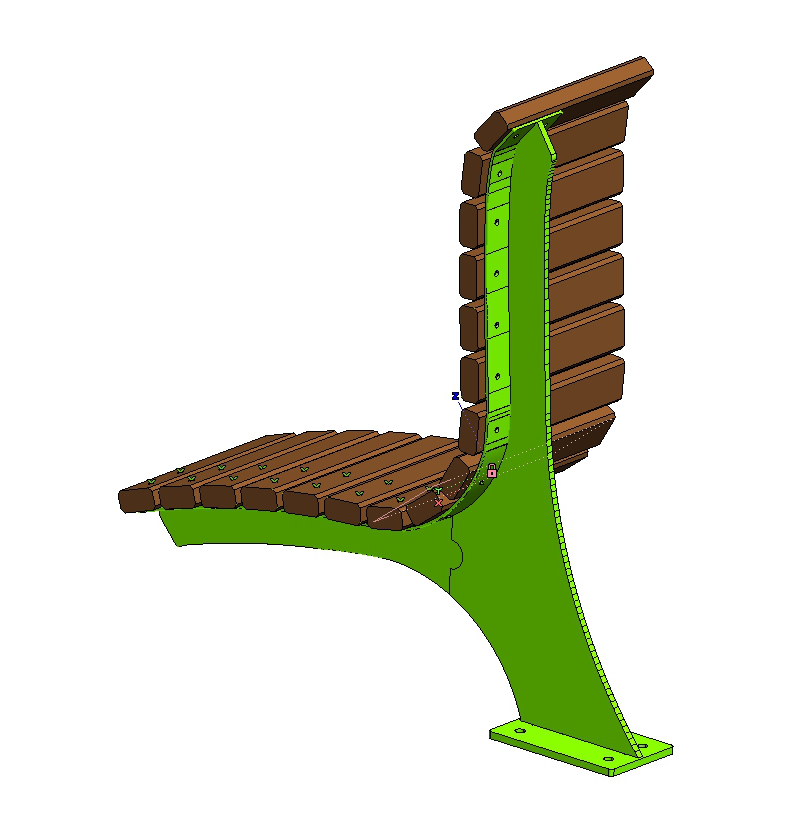
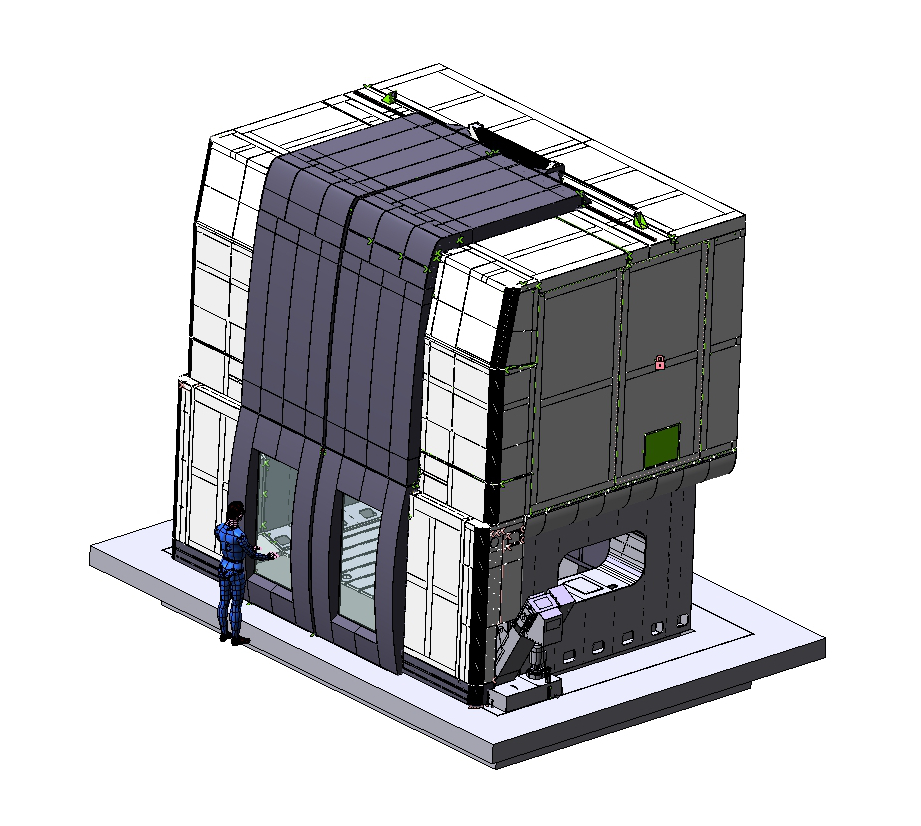
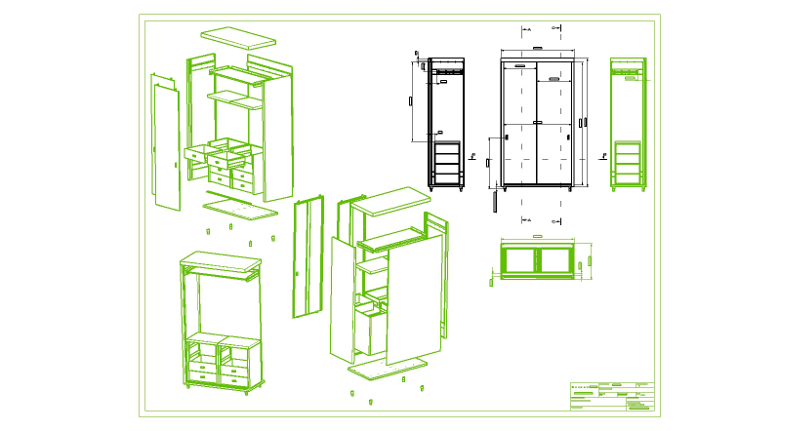
Notre service technique conçoit et développe des carénages et des carters pour machines-outils et appareils électromécaniques, cuves de refroidissement et de chauffage, et des assemblages en général en tôle peinte, en acier inoxydable et autres métaux.
Nous sommes dotés de cinq postes de travail, équipés de différents programmes CAO 2D et 3D et de systèmes FAO d'interfaçage direct avec les machines de production.
Nos techniciens réalisent une étude approfondie, tant d'un point de vue esthétique que fonctionnel, en fonction des besoins du client, en gardant toujours à l'esprit les besoins de l'utilisateur et la faisabilité effective des formes conçues à des coûts raisonnables.
Le concepteur suit l'évolution du projet depuis la définition du cahier des charges jusqu'à la réalisation du prototype.
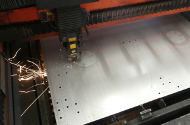
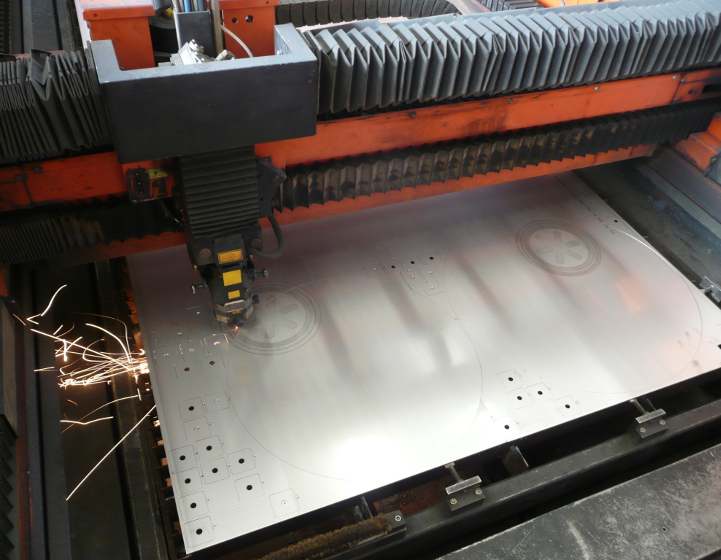
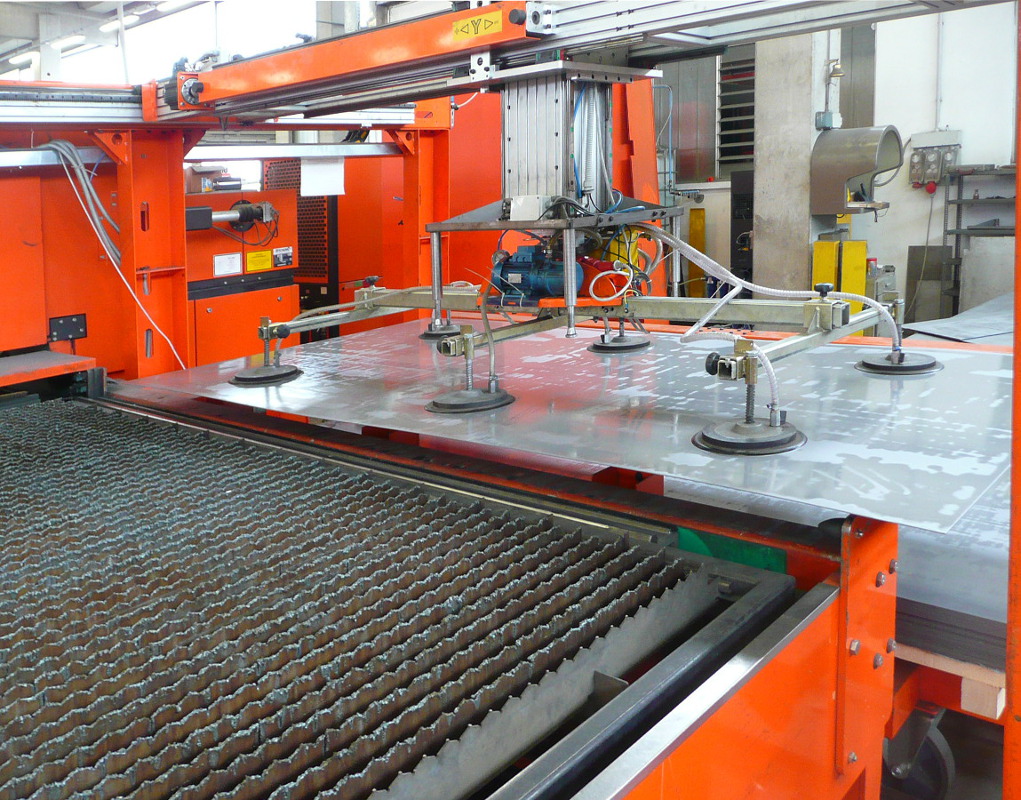
Nous réalisons la découpe laser des tôles selon le dessin du client avec une machine Bystronic fibre équipée d'une double table de 2000 x 4000 mm.
La source de 2400 W permet de travailler l'acier au carbone et l'inox jusqu'à 12 mm d'épaisseur, l'aluminium jusqu'à 10 mm et le laiton jusqu'à 3 mm.
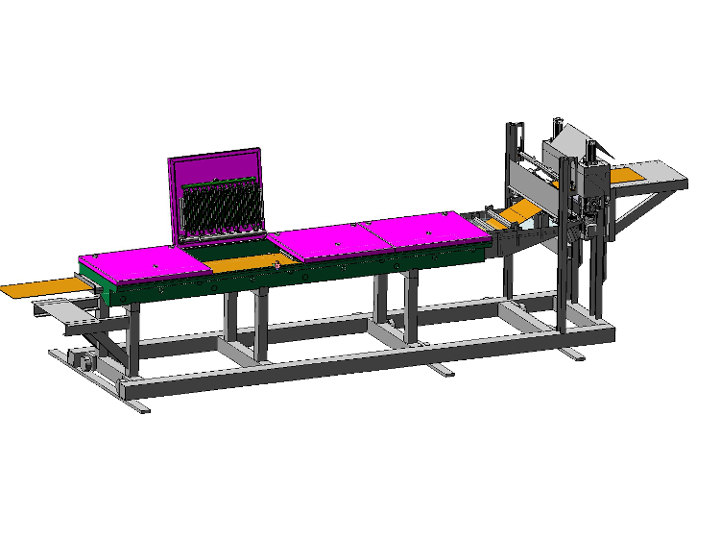
Un nouveau système de chargement et de déchargement automatique permet de produire même la nuit sans opérateur, garantissant ainsi des coûts de traitement extrêmement compétitifs.
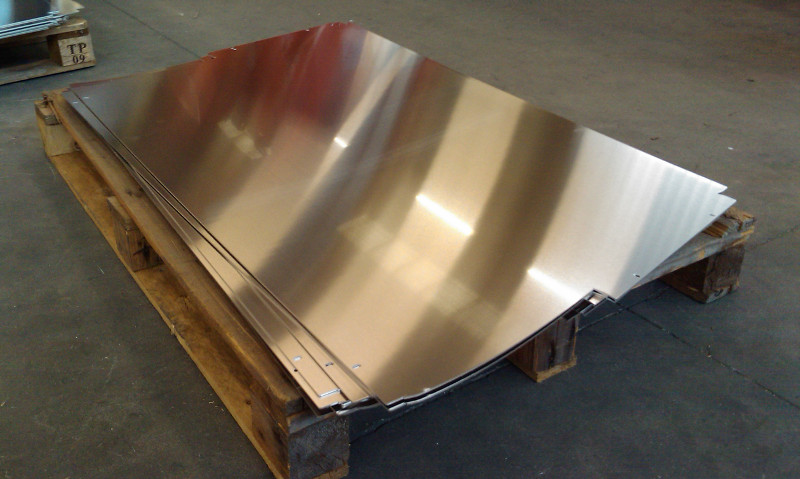
Nous avons un large choix de matériaux prêts en stock:
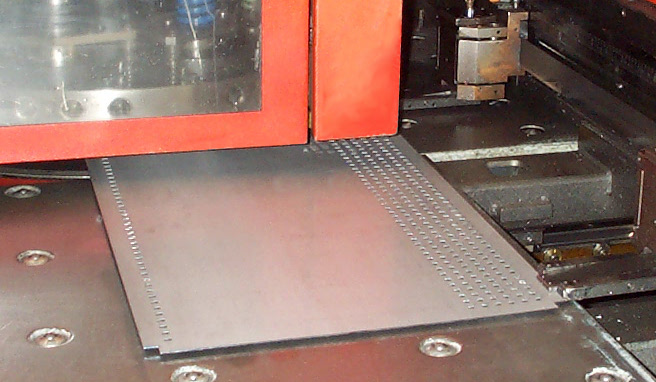
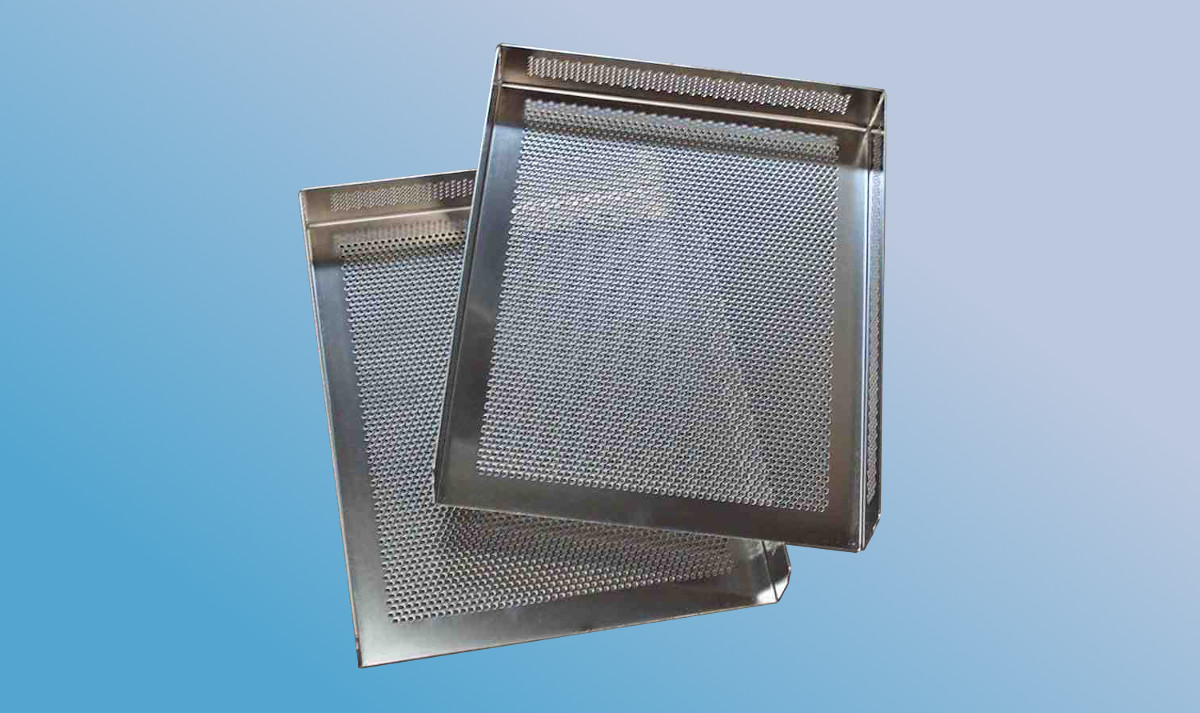
Pour la réalisation de perçages multiples sur de grandes surfaces et des traitements de déformation tels que des fentes d'aération ou des dessins pour têtes de vis, nous disposons d'une poinçonneuse Amada à 20 postes.
La machine permet de réaliser ce type de traitement sur des feuilles de dimensions maximum 5000 x 1500 mm. Le diamètre minimum du perçage pouvant être réalisé est approximativement égal à l'épaisseur de la tôle.
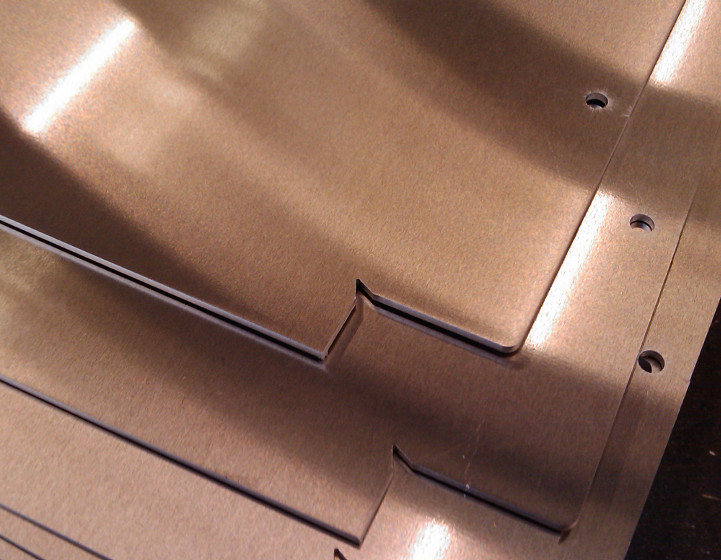
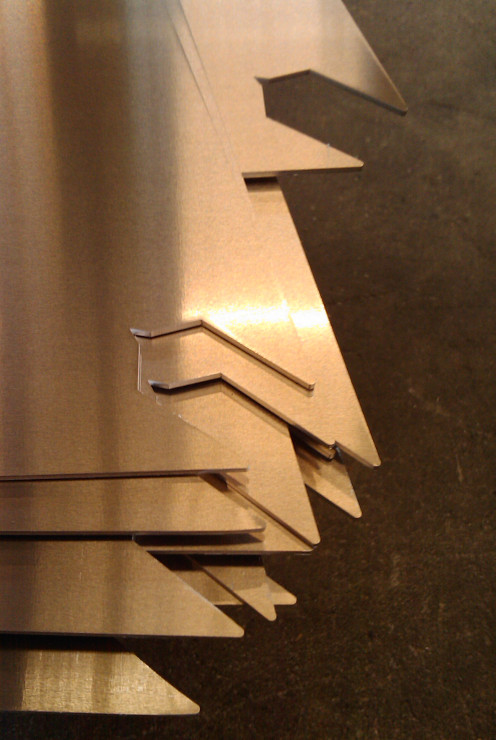
Pour leur donner la forme tridimensionnelle souhaitée, les tôles découpées au laser sont pliées à l'aide de presses plieuses qui les déforment localement au moyen d'un moule à lame inséré dans une matrice en V.
Nous plions les tôles avec trois presses plieuses Schiavi de 220 tonnes pour 4 mètres de longueur.
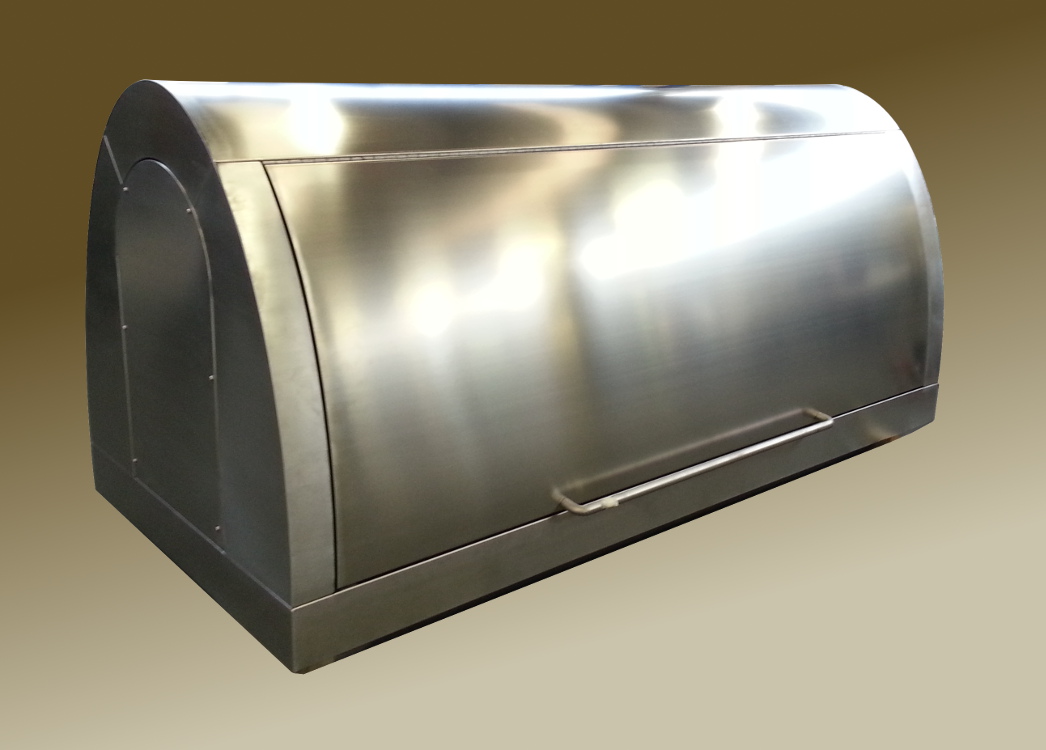
Nous pouvons créer des formes complexes, avec différents types de pliage, y compris à développement cylindrique ou elliptique.
Le calandrage est le procédé qui permet de donner à une tôle une forme cylindrique ou elliptique, en la déformant à l'aide de trois ou quatre rouleaux en acier.
Nous calandrons les pièces en tôle d'une largeur maximale de 3000 mm grâce à deux calandres OMCCA, une de 3000 mm et une de 1500 mm. Les rayons minimaux de calandrage varient en fonction de la géométrie et de l'épaisseur des pièces.
L'épaisseur maximale de la tôle que nous pouvons calandrer est de 3 mm.
L'entreprise dispose de 12 postes de soudage MIG et TIG pour l'assemblage de produits semi-finis.
Le soudage MIG (Metal Inert Gas), communément appelé soudage par fil, est réalisé par fusion d'un fil métallique qui amène la matière dans le bain de soudure, créant un cordon de soudure de type moyen à grand. Il s'agit d'une procédure simple et rapide, adaptée aux éléments de structure mais qui, dans le cas de détails présentant des exigences esthétiques, nécessite le retrait d'une partie importante de la matière du cordon.
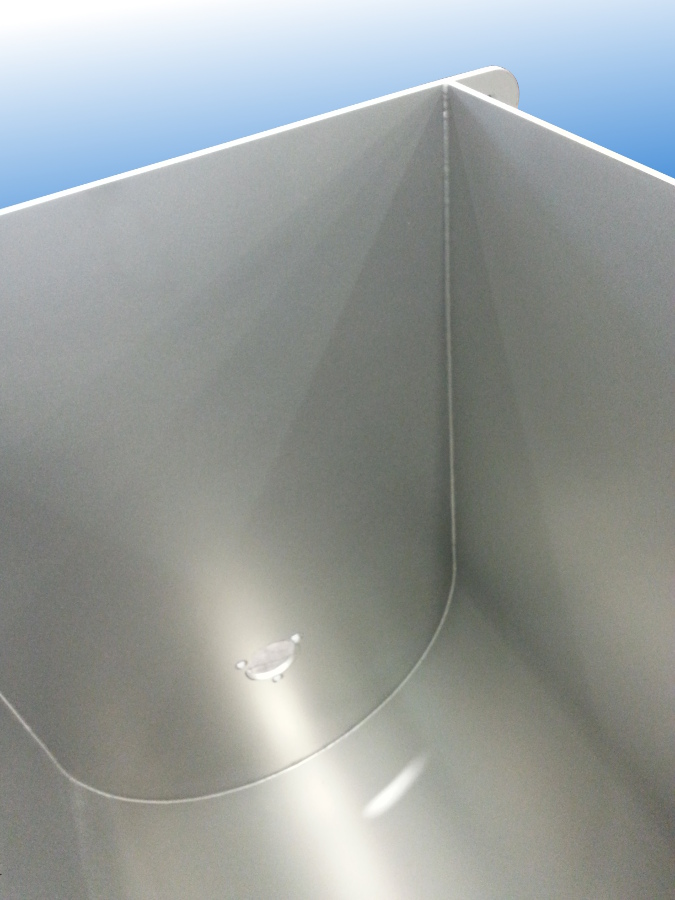
Le soudage TIG, par contre, est effectué à l'aide d'une électrode qui ne fond pas pendant le processus, mais fait fondre les deux bords à souder sans apport de matière. Le processus est plus lent que le MIG et nécessite une plus grande compétence, mais génère un cordon beaucoup plus petit et plus régulier, très adapté aux pièces visibles et plus facile à meuler si nécessaire.
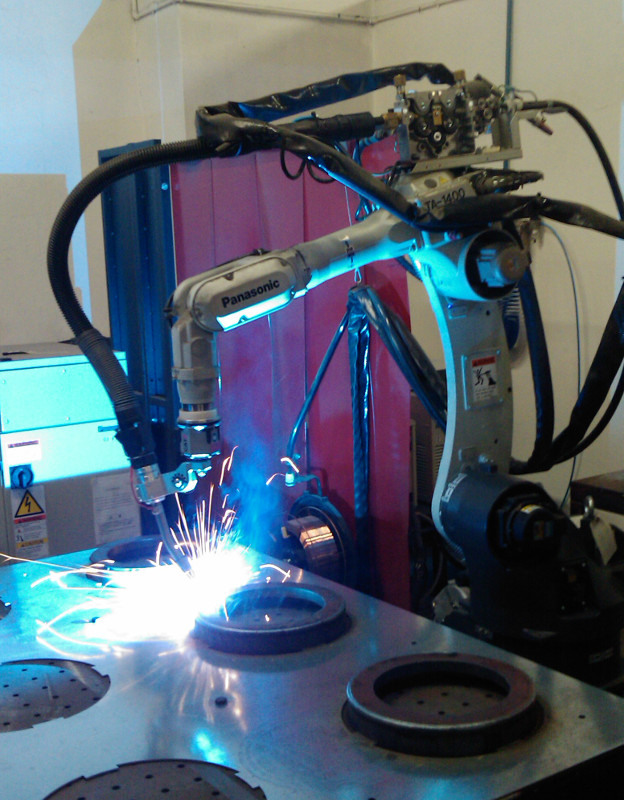
En plus des postes de travail manuels, nous disposons également d'un système de soudage robotisé pour le soudage MIG de haute qualité à faible coût, même pour les séries moyennes à petites
Pour donner aux pièces en acier inoxydable leur aspect esthétique définitif, celles-ci peuvent être:
La finition satinée est la finition la plus grossière et la plus facilement réalisable parmi celles mentionnées ici ; le brossage Scotch-Brite est similaire mais beaucoup plus fin et brillant même s'il demande une plus grande dextérité ; le polissage est un processus beaucoup plus laborieux qui génère une finition très délicate utilisée uniquement dans des cas particuliers ; le micro-grenaillage allie une finition homogène et brillante à des temps de production rapides et représente le meilleur compromis entre le coût et la qualité.
Dans notre département de finition de surface des produits, nous disposons de tous les équipements et de toutes les compétences pour garantir une finition soignée même sur des pièces complexes.
La peinture avec des résines thermodurcissables est un procédé consistant à recouvrir la surface métallique d'un film organique, réalisé à des fins décoratives et/ou pour protéger contre la corrosion et les agents agressifs. Le métal poudré est porté à une température d'environ 200°C, créant un revêtement protecteur résistant avec un aspect esthétique remarquable.
Nous pouvons réaliser ce procédé sur des pièces aux dimensions maximales de 8x2x2 mètres
Sur des pièces moins élaborées, la peinture peut être brillante ou à grain fin, mais sur des assemblages plus élaborés, nous recommandons cette deuxième finition car la préparation d'une finition brillante peut influer considérablement sur le coût.
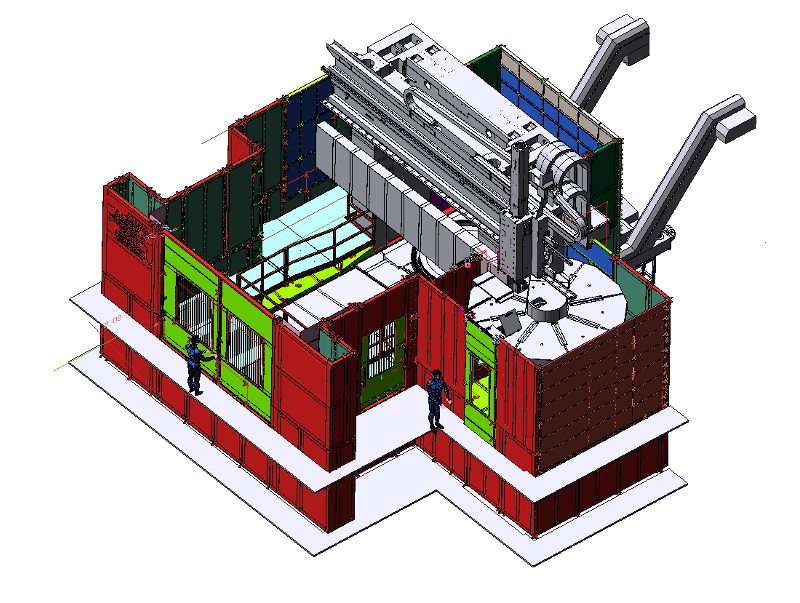
Dans notre service de pré-assemblage des carénages, nous pouvons pré-assembler les protections et fournir un produit fini à tous les clients qui souhaitent minimiser les temps de montage internes et dédier toutes leurs ressources à la machine au sens strict.
Dans le cas d'assemblages particulièrement complexes, nous réalisons également des pré-assemblages de contrôle des pièces brutes afin d'apporter d'éventuelles corrections avant peinture.
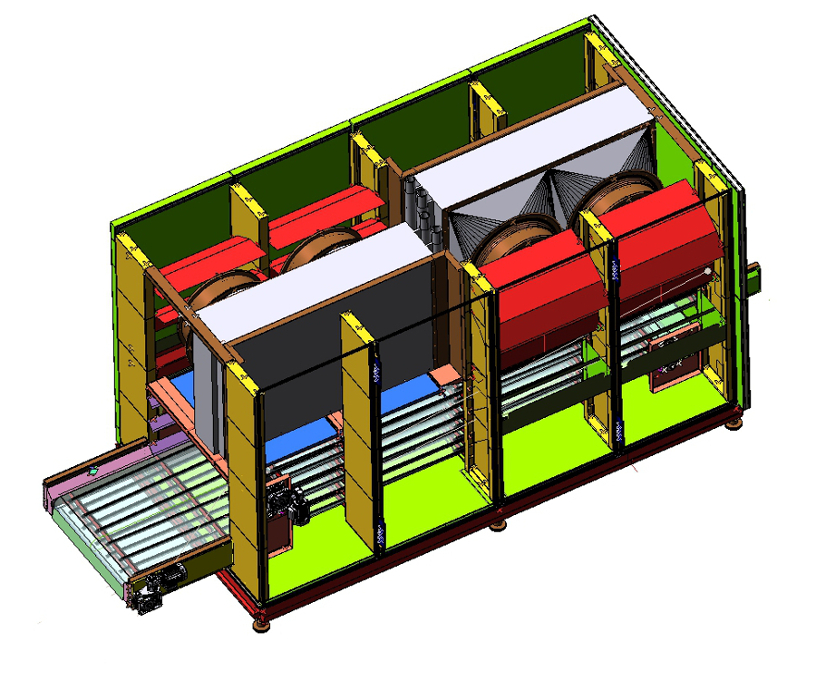
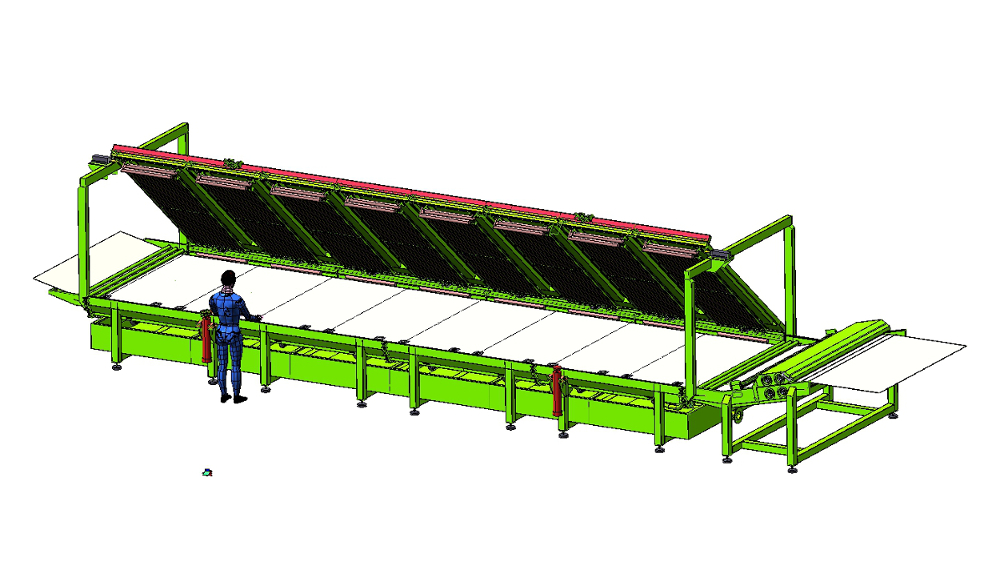
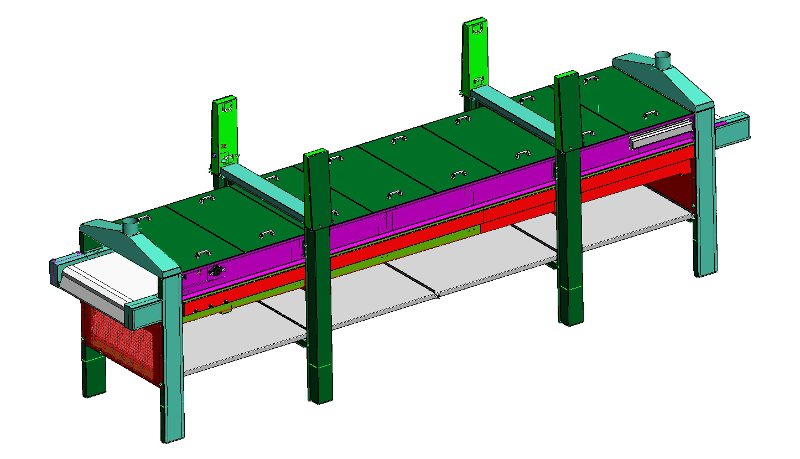
Nous pouvons également assembler des machines en tôle telles que des bandes transporteuses, des cuiseurs continus et des installations de traitement thermique à bande, des cuves de chauffage ou de refroidissement pour procédés industriels, etc.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}