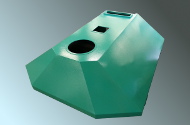
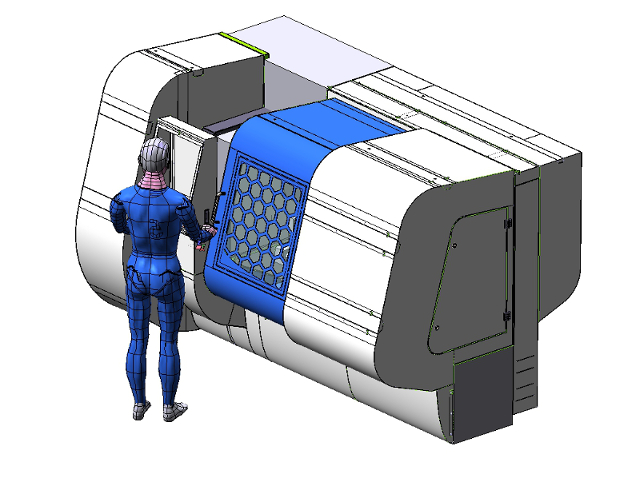
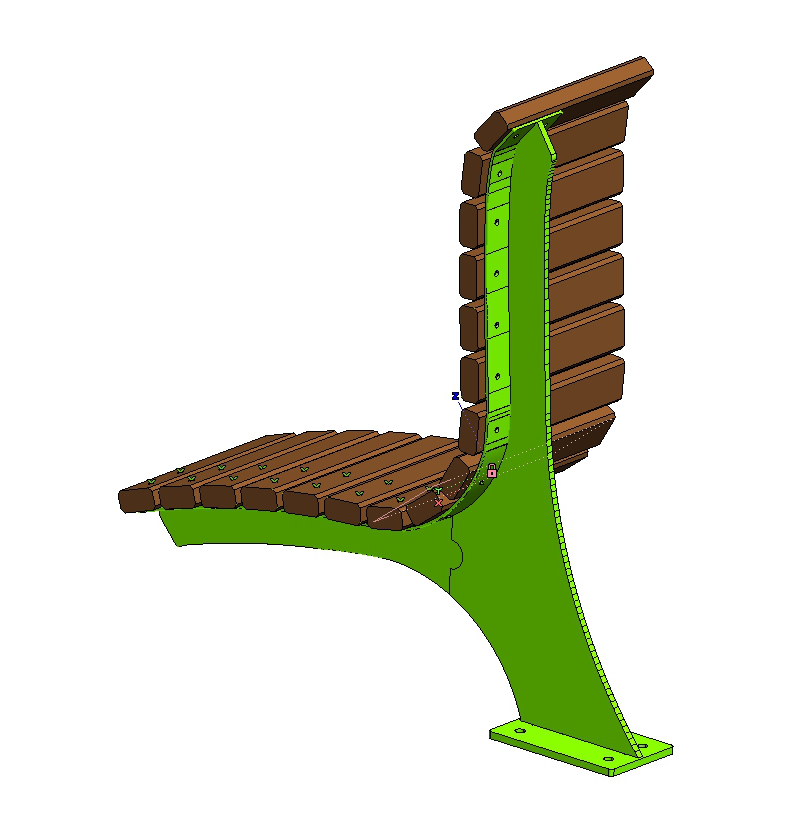
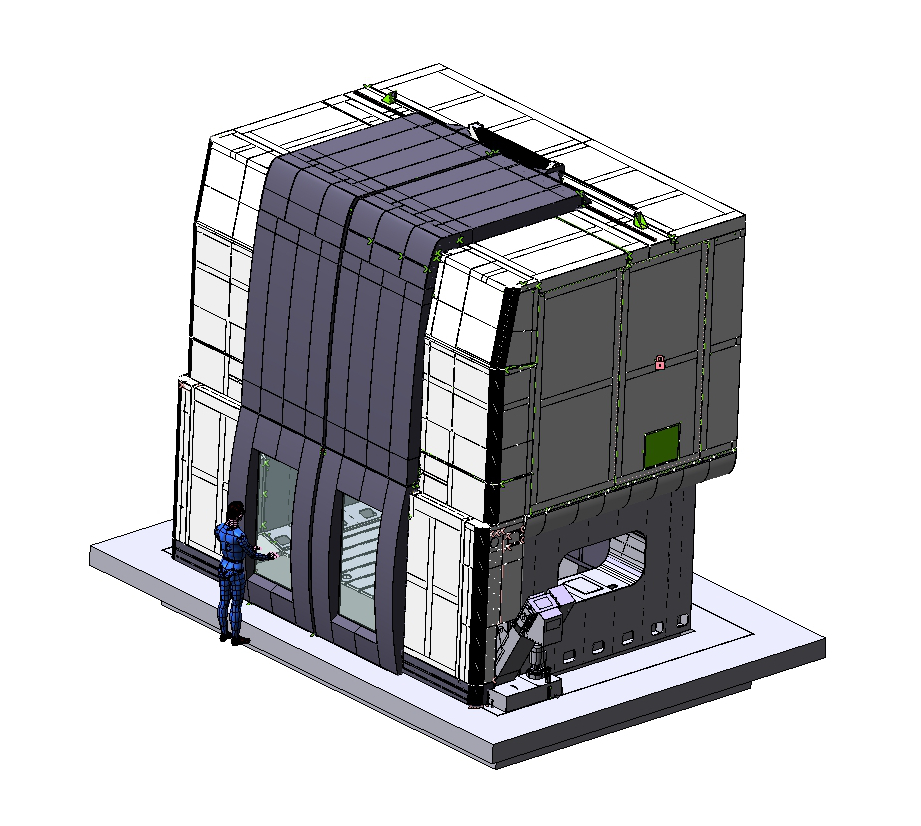
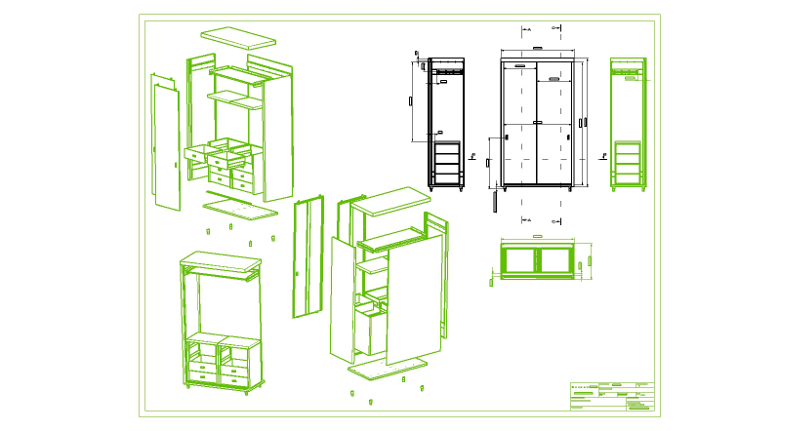
Our engineering department designs and develops enclosures and casings for machine tools and appliances, heating and cooling tanks and sheet metal assemblies in general, in painted steel, stainless steel or other metals.
We feature five workstations, equipped with different two and three dimensional CAD programs and CAM systems for direct interfacing with machines.
Our technicians perform a thorough study, both aesthetic and functional, according to customer requirements, always keeping in mind the needs of the user and the effective feasibility of the shapes drawn at a reasonable cost.
The designer follows the development of the project from the definition of the specifications to the manufacturing of the prototype.
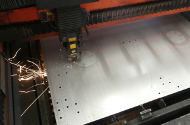
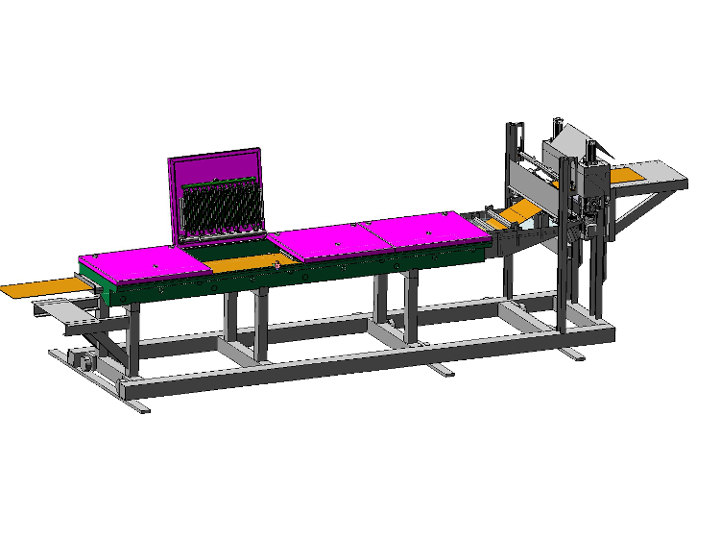
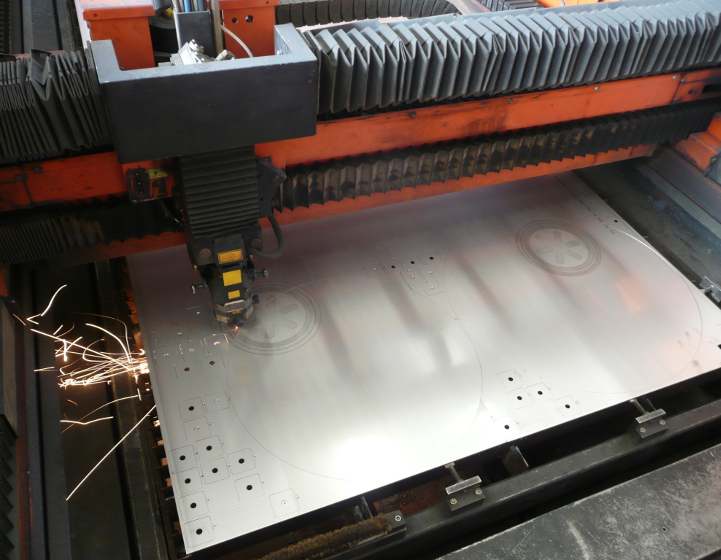
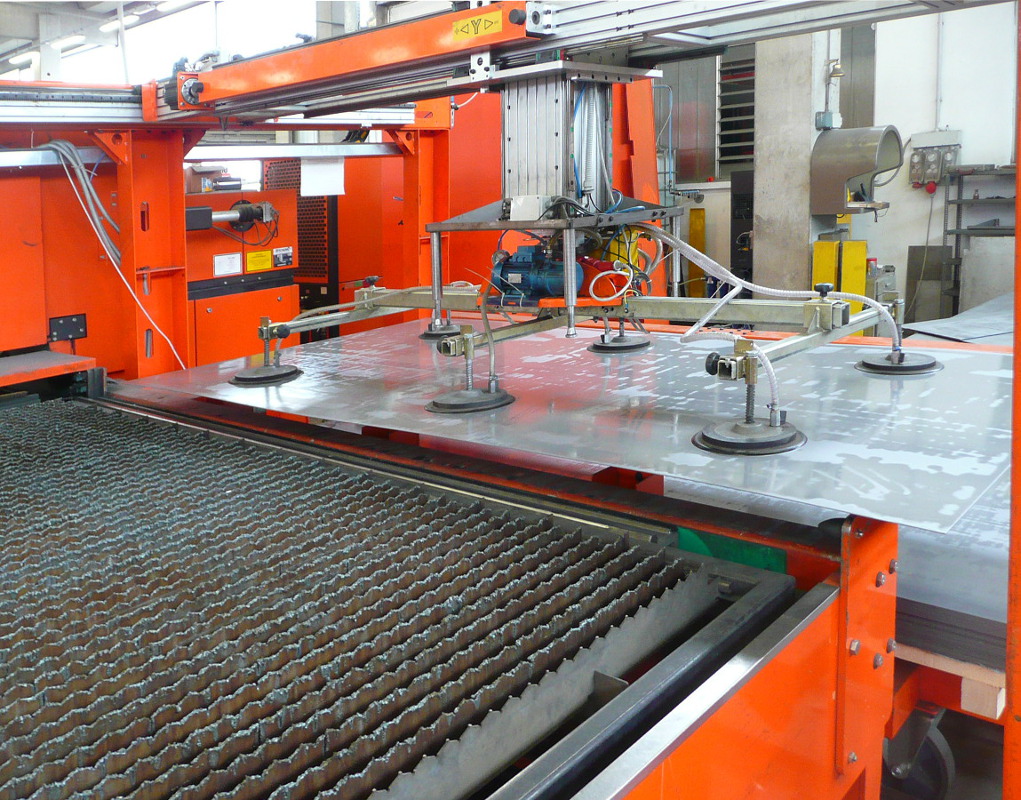
We perform laser cutting of sheet metal to customer design with Bystronic fiber system equipped with dual board 2000x4000 mm.
The 2400 W source allows working carbon steel and stainless steel up to 12 mm thick, aluminum up to 10 mm and brass up to 3 mm.
A new automatic system for loading and unloading allows to produce even at night without operator ensuring highly competitive machining costs.
We have a wide choice of materials available in stock:
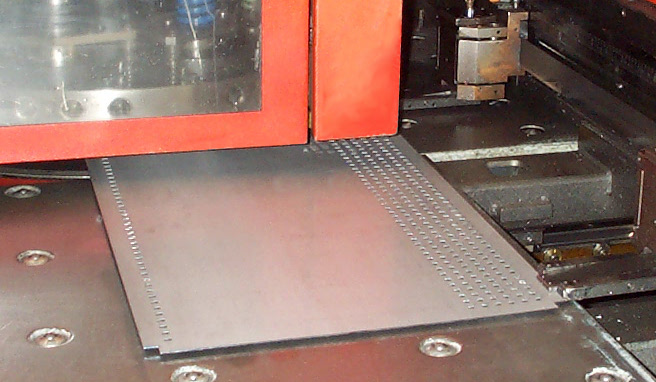
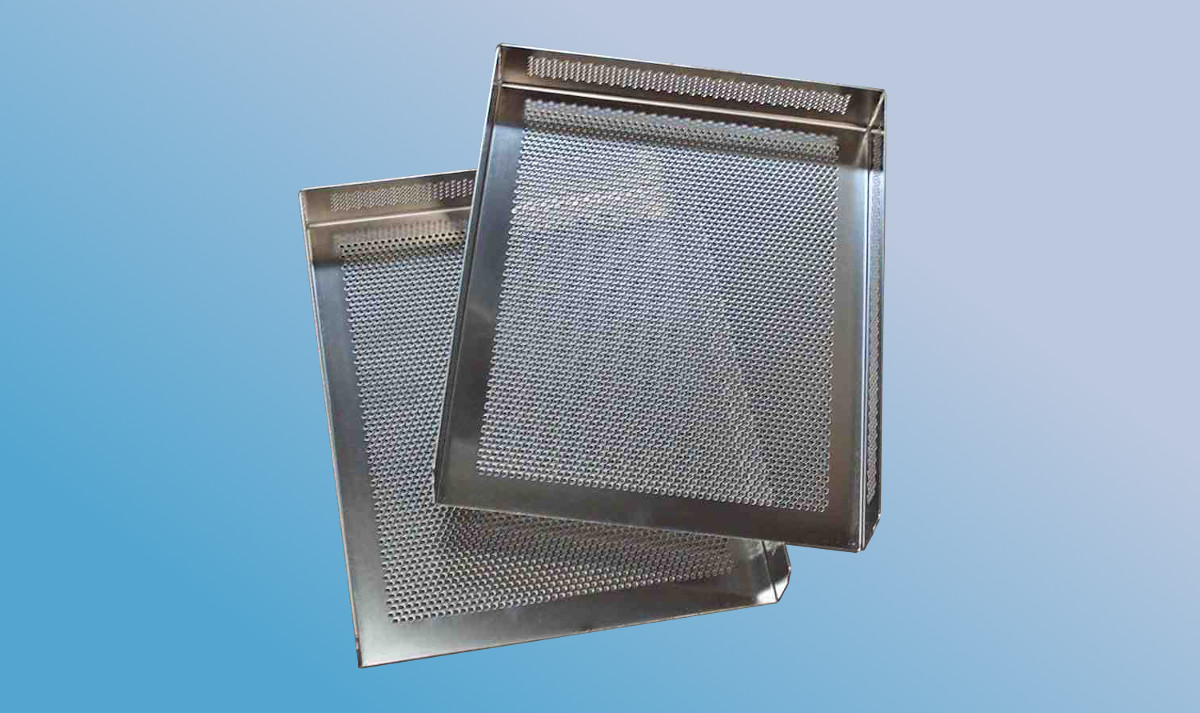
For the realization of multiple holes on large surfaces and sheet deformations such as ventilation slots or embossments for screw heads, we have a Amada punching machine with 20 stations.
The machine can perform this type of processing on sheets by the maximum size of 5000x1500 mm. The minimum diameter of the hole feasible is approximately equal to the thickness of the sheet.
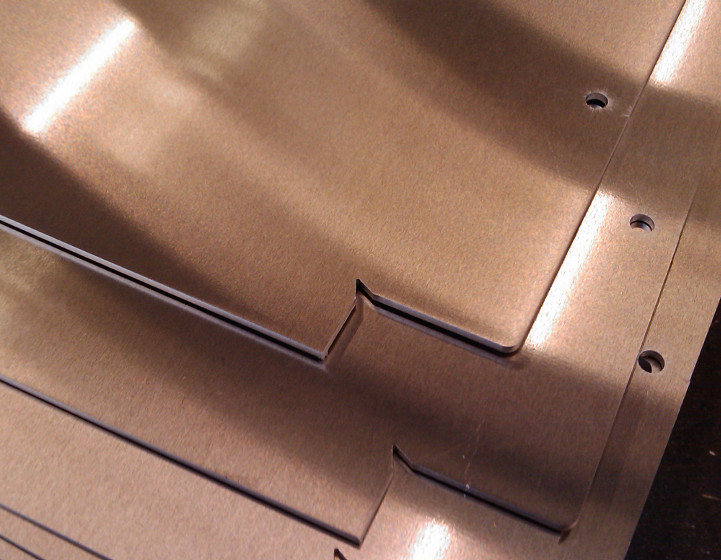
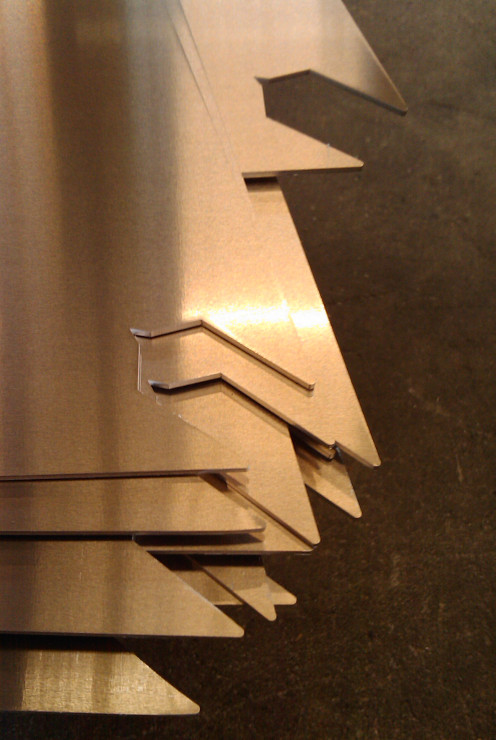
To give them the desired three-dimensional shape, the sheets cut with the laser are folded by bending presses, which deform them locally through a mold blade that fits into a V-shaped die.
We bend the sheets with three Schiavi bending presses with 220 tons power and 4 meters long.
We can create complex shapes, with bends of different types, also cylindrical or elliptical.
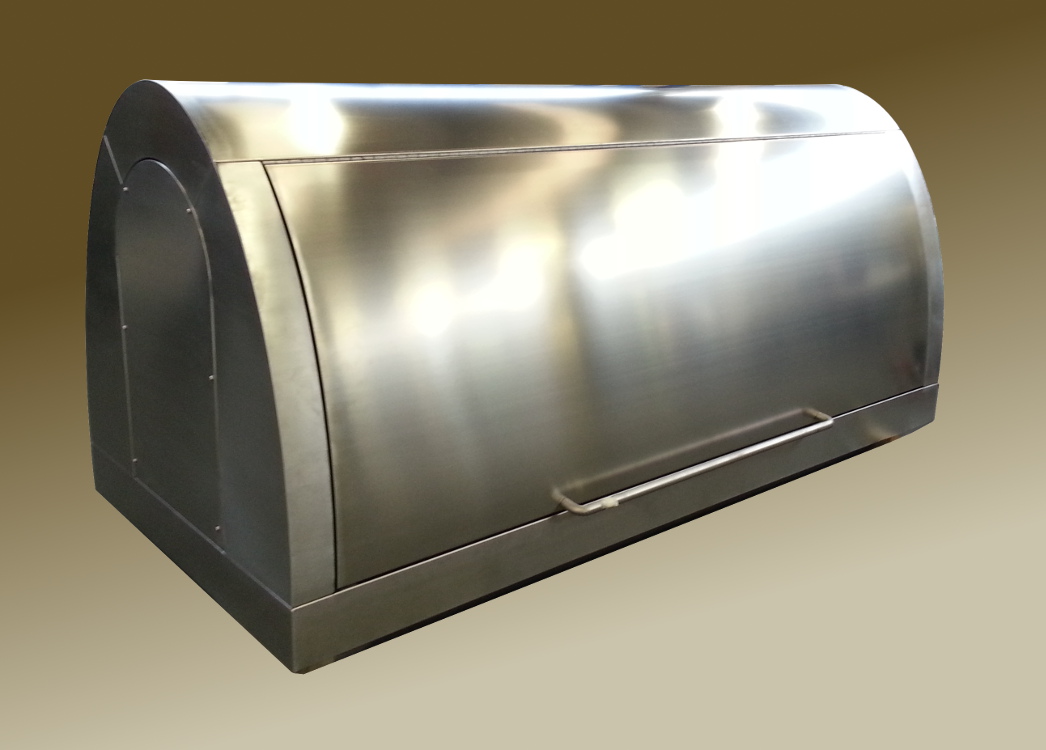
Calendering is the process that allows to give a sheet a cylindrical or elliptical shape, deforming it through three or four steel rollers.
We calender the sheet metal parts up to a maximum of 3000 mm wide by two OMCCA calenders, 3000 mm and 1500 mm wide. The minimum radius of calendering varies according to the geometry and thickness of the parts.
The maximum thickness of the sheet we can calender is 3 mm.
Our company has 12 welding stations MIG and TIG for assembly of sheet metal parts.
MIG welding, commonly called wire welding, is made by melting a metal wire which adds material into the welding bath, creating a medium to large welding bead. It's a fast and easy to make process, suitable for structural elements but that in case of details that require a careful finishing, involves the removal of a lot of material of the bead.
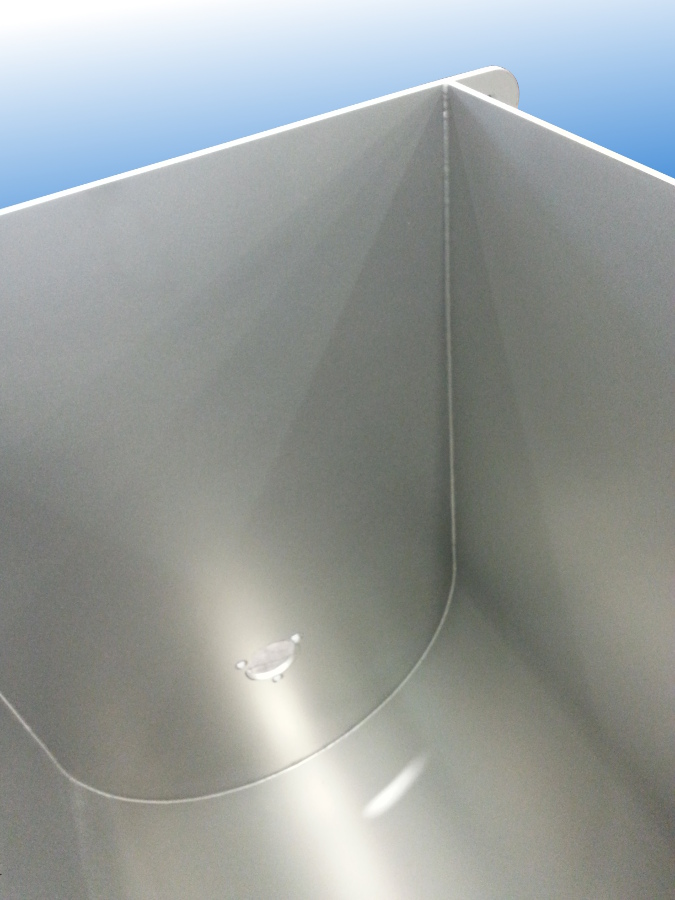
TIG welding, instead, is made via an electrode that does not melt during the process, but merges the two edges to be welded without filler material. The process is slower than MIG and requires more skill, but generates a much smaller and smooth bead, very suitable for visible parts and easier to grind when necessary.
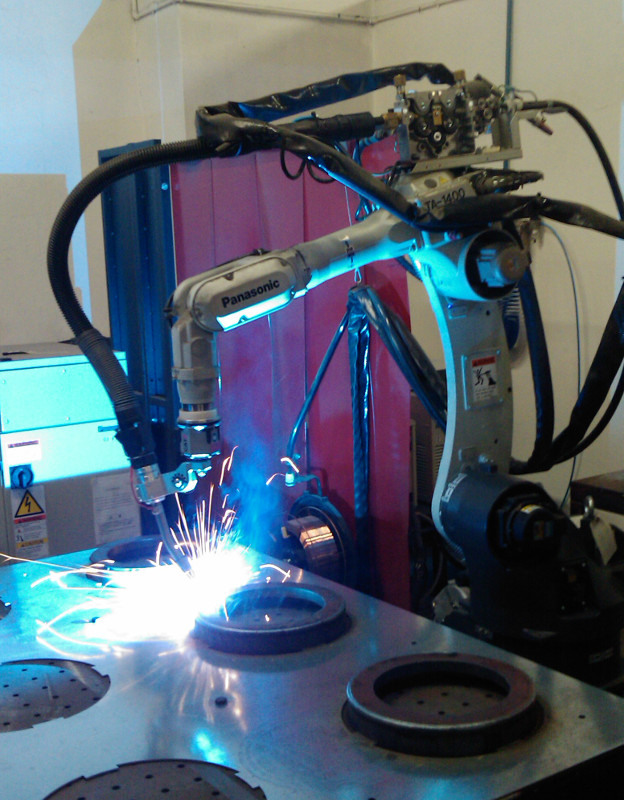
In addition to the manual stations we also have a robotized system for high-quality MIG welding, affordable even for small and medium batches.
To give the stainless steel parts their final look, these can be:
The satin finish is the grossest and most easily accomplished among those mentioned; brushing 'Scotch Brite' is similar but much finer and brighter though it requires greater skill; polishing is a much more laborious process that generates a very delicate finish used only in special cases; the micro shot peening combines a smooth and bright finish with rapid processing and is the best compromise between quality and cost.
In our department of surface finishing, we have all the equipment and expertise to ensure a neat finish even on complex parts.
Painting with thermosetting resins is a method of coating metal surfaces with an organic film, made for decorative purposes and / or protection from corrosion and aggressive agents. The metal covered with painting powder is brought to a temperature of approximately 200 °, creating a protective coating resistant and aesthetically appealing.
We can achieve this process on parts and assemblies of the maximum size of 8x2x2 meters
On simple components painting can be glossy or textured, but on more elaborate assemblies we recommend this second finish because the preparation for a glossy finish of a complex part may highly impact on costs.
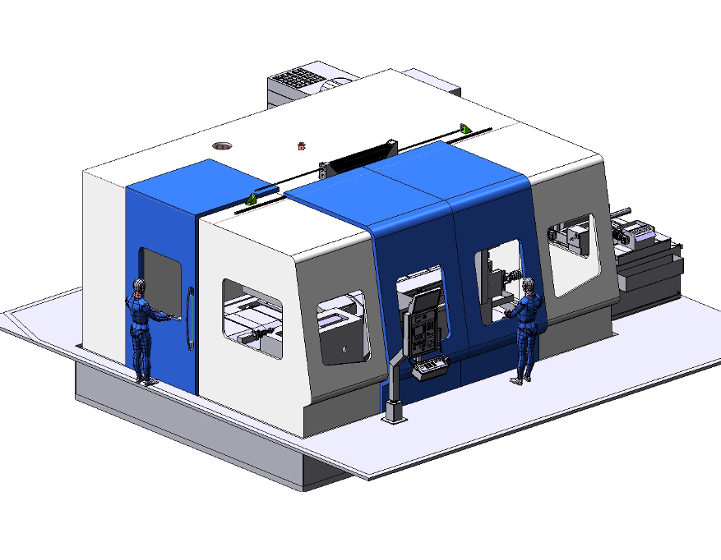
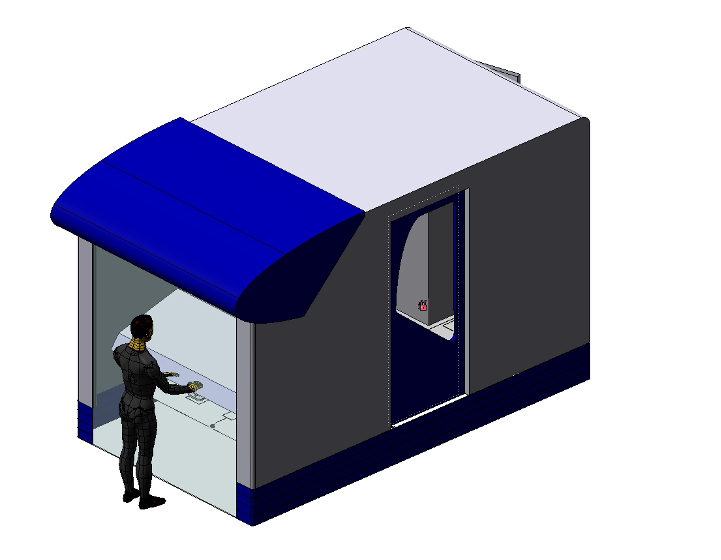
In our enclosures assembly department we can pre-assemble the guards and provide a finished product to all customers who want to minimize their internal mounting time and devote all their resources to the machine core.
In case of particularly complex assemblies we also perform test pre-assembling of raw components to implement corrections before painting.
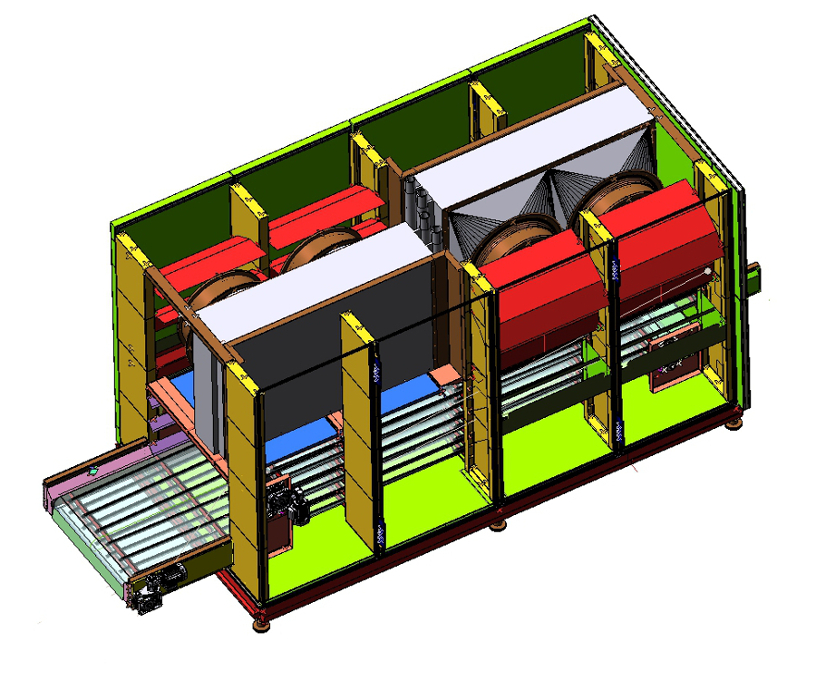
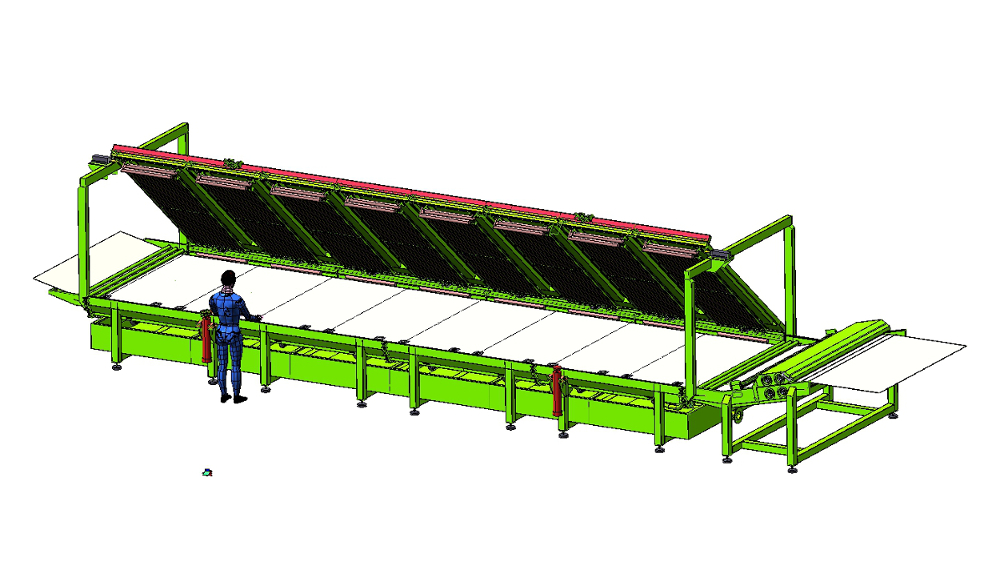
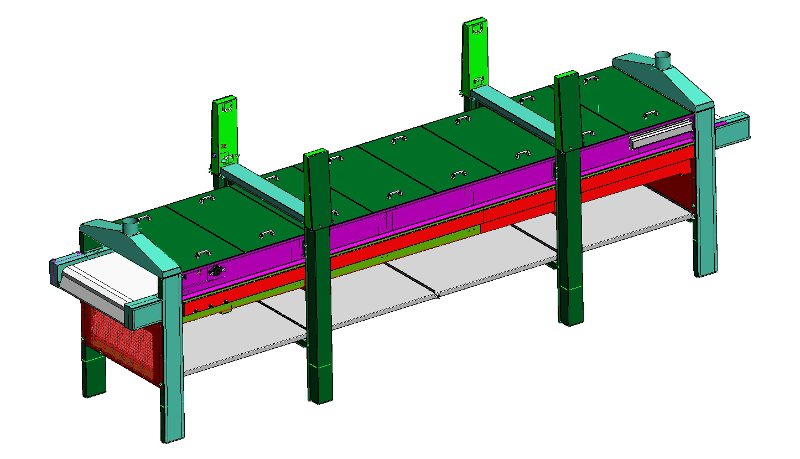
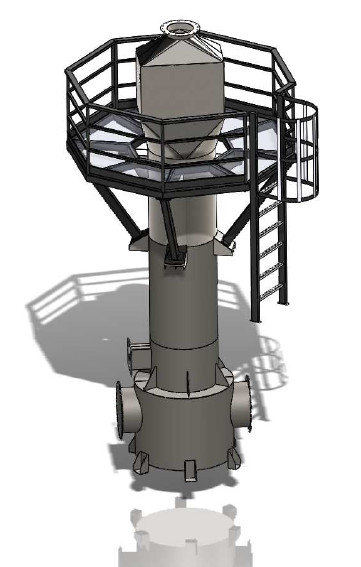
We can also assembly machines made of sheet metal, such as conveyor belts, continuous cookers and heat treatment systems on belt, heating or cooling tanks for industrial processes, etc ...



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}